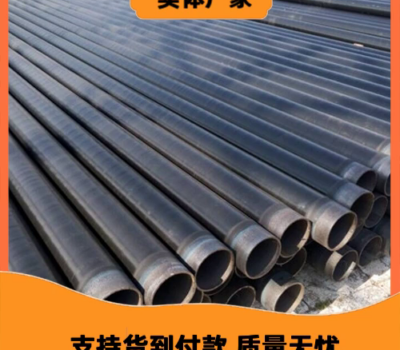
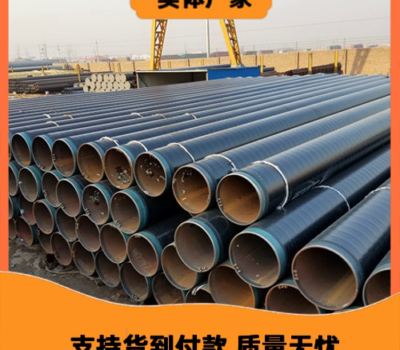
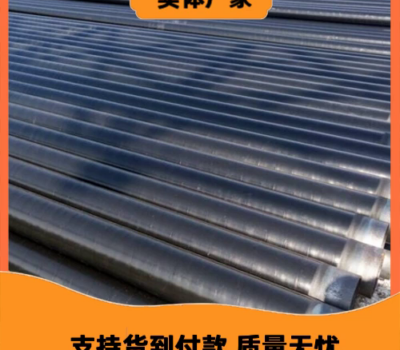
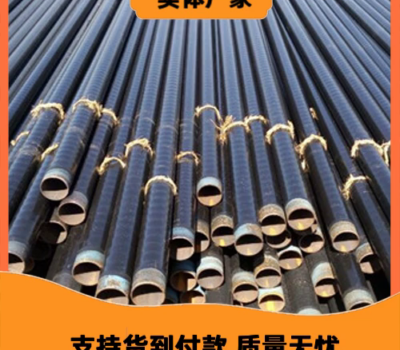
保山E防腐管道3层PE防腐螺旋钢管厂家4、严格控制管端预留处焊缝余高的修磨质量。在焊缝处聚坡口外与管体其他部位一样,使粉末保留长度>20mm,以防止焊缝处粉末底部先被腐蚀而引起E防腐层翘边。管端焊缝修磨应注意:

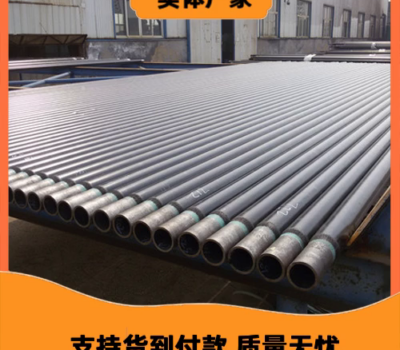
不锈钢药芯焊丝焊接要点及注意事项:采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。保护气体一般为化碳气体,气体流量以2~25L/min较适宜。焊嘴与工件间的距离以15~25mm为宜。干伸长度:一般的焊接电流为25A以下时约15mm,25A以上时约2~25mm较为合适。IG/MAG焊接:这是一种自动气体保护电弧焊接方法。