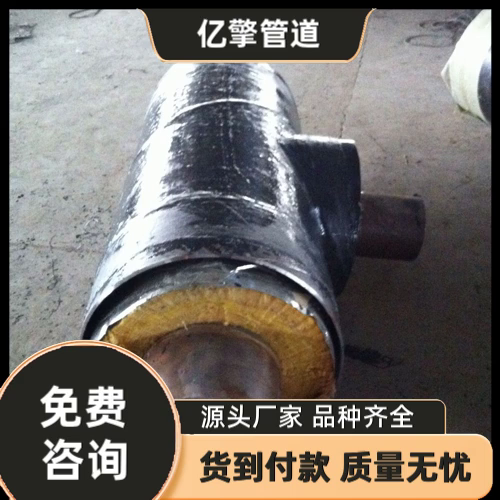
合水蒸汽保温钢管公司

、外套钢管的外壁采用防腐处理,使外套钢管的防腐层寿命在20以上。工作钢管的保温层选用保温材料,保温效果好。工作钢管保温层与外套钢管之间留有10~20mm左右的间隙,既可直到进一步保温的作用。又是直埋管道极为通畅的排潮通道,{芤}使排潮管真正起到及时排潮的作用,同时起到信号管的作用;或将其抽成低真空,可更有效地保温并降低外套管内壁腐蚀。工作负管滚动支架采用特种低热材料制成,与钢材的摩擦系数为0.1左右,管道运行时摩擦阻力较小。工作钢管的固定支架,滚动支架与工作钢管的连接采用设计,可有效地防止管道热桥的产生。直埋管道的疏水采用全密封式结构,疏水管接于工作钢管的低位点或设计要求的位置。
PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。笔者主要对PVC—U管件注塑模具的浇注系统进行优化。因为浇注系统看似简单却是一副模具最关键的组成部分。可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。所以浇注系统决定着制品的内在性能及表观质量。PVC—U管件注塑模具浇注系统的优化(除配方外)是提高PVC—U管件制品性能的一条重要途径。注系统的几种常用形式¨一般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。应用于PVC—U管件系列制品的浇注系统可归纳为3种。普遍应用于管箍类制品的中心支架浇口类(轮辐式浇口)。普遍应用于11mm以上的9O。弯头、三通等直接进料浇口类(无分流道),如图1b所示。普遍应用于9O。弯头、45。弯头侧进料浇口类,几种PVC.jam过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,顶端受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。
为实现在全流量范围内水泵始终能率运行,这就有必要再增加一种中流量水泵,流量可选为1/3Qm~1/2QM。特殊情况下还可增加2种中流量水泵。这样整体水泵流量选择呈阶梯状,从而使得设备在任何流量段运行时均处于水泵的率段,更加节能。变频柜控制核心由PLC和多功能PID调节仪构成,以三种泵配置为例,系统的控制流程见图2。系统也可实现双恒压供水功能,中泵和小泵变频时低恒压供水,主泵变频时高恒压供水。
合水蒸汽保温钢管公司
联系人:王经理
电 话:151-3271-3777
传 真:0317-6288168
地 址:盐山经济开发区蒲洼城园区
合水蒸汽保温钢管公司
发布者:czyq666.com 时间:2024-03-02
页面版权备注
本文版权归沧州亿擎管道有限公司所有;本文共被查询59次。
当前页面链接:https://www.czyq666.com/4183/html
未经授权,禁止任何站点镜像、采集、或复制本站内容,我们将通过法律途径维权到底!
相关文章
Related articles
HOT
行业资讯
资阳3PE防腐管道3PE防腐无缝钢管制造厂家
HOT
行业资讯
泰州3PE防腐钢管3PP防腐无缝钢管现货

HOT
行业资讯
岳阳3PE防腐钢管三层PE防腐无缝钢管哪里做
HOT
行业资讯
甘孜3PE防腐钢管加强级三层聚乙烯防腐管道多少钱
HOT
行业资讯
克孜勒3PE防腐管道3层PE防腐管道多少钱一米
HOT
行业资讯
资阳3PE防腐钢管埋地石油防腐管道价格
HOT
行业资讯
泉州3PE防腐管道缠绕式3PE防腐直缝钢管批发
HOT
行业资讯
黔西3PE防腐管道加强级三层聚乙烯防腐管道多少钱一米
案例展示
anli